Принципы обработки сердечников и технические гарантии
Вся обработка опорных концов вращается вокруг основного механического принципа: обеспечение точного, неограниченного осевого плавающего пространства для теплового расширения вала шарико-винтовой передачи при одновременном обеспечении стабильной радиальной поддержки.
1. Конструкция посадки: обработанная шейка и внутреннее отверстие корпуса опоры имеют зазорную посадку (например, H7/h6), что обеспечивает поддержку вала шарико-винтовой передачи и позволяет ему свободно скользить в осевом направлении.
2. Контроль длины: во время обработки длина конца вала точно рассчитывается и остается немного короче (обычно на 0,5–2 мм) внутренней ширины корпуса опоры. Это критически важное безопасное пространство для теплового расширения.
3. Ограничение конструкции: Обрабатывая канавки, ступеньки или резьбу стопорных колец, а также устанавливая стопорные кольца или стопорные гайки, мы предотвращаем смещение подшипника под действием случайной осевой силы, не ограничивая при этом внутреннее расширение вала шарико-винтовой передачи при нагревании.
4. Процесс и контроль: процессы прецизионного точения и шлифования с ЧПУ используются для обеспечения точности размеров и качества поверхности. Прецизионные измерительные приборы (микрометры, проекторы) используются для 100%-ного контроля или строгого отбора проб диаметра вала, длины, глубины канавок и т. д.
Синергетическая ценность с обработкой фиксированного конца (BK BF / FK FF / EK EF / AK AF)
Мы настоятельно рекомендуем комбинированные услуги по механической обработке как фиксированных, так и опорных концов. Синергетическая ценность намного превышает ценность раздельной обработки:
Единая точность: оба конца изготавливаются в одной установке или в рамках одного и того же технологического процесса, что обеспечивает соосность двух концов вала и значительно снижает дополнительную нагрузку и рабочий шум после установки.
Повышение эффективности: клиентам необходимо предоставить только один шариковый винт и модели обоих концов, чтобы получить полный комплект готовых к установке компонентов, что устраняет необходимость в отдельных закупках, измерениях и координации. Гарантия производительности: профессиональная обработка гарантирует, что оба конца шарико-винтовой передачи находятся в оптимальном проектном состоянии, полностью раскрывая совокупную производительность опорного подшипника и шарико-винтовой передачи, исключая преждевременный выход из строя из-за плохой посадки.
Значение выбора услуг по обработке опорных концов
Обработка опорных концов — часто упускаемая из виду, но важная «невидимая» услуга. Необработанный или плохо обработанный опорный конец может привести к тому, что шарико-винтовой передаче негде будет расширяться при нагревании, что приведет к шуму и повышенному износу в легких случаях, а также к изгибу шарико-винтовой передачи, повреждению подшипника и перегрузке двигателя в тяжелых случаях.
Наш сервис превращает эту точку риска в гарантию надежности. Будь то сверхточный конец FF или конец AF, используемый в миниатюрном оборудовании, мы используем профессиональные процессы для реализации его проектного замысла. Выбор нашей обработки опорных концов подобен приобретению «страховки терморегулирования» для вашего длинноходного высокодинамичного оборудования – разумная инвестиция для достижения долгосрочной стабильной и не требующей обслуживания работы.
Примечание: Чтобы гарантировать отсутствие ошибок обработки, при запросе или размещении заказа укажите модель шарико-винтовой передачи, общую длину, а также конкретные модели подшипников с фиксированным концом и опорным концом (например, SFU1605, L=1000 мм, с фиксированным концом BK12 и опорным концом BF12).
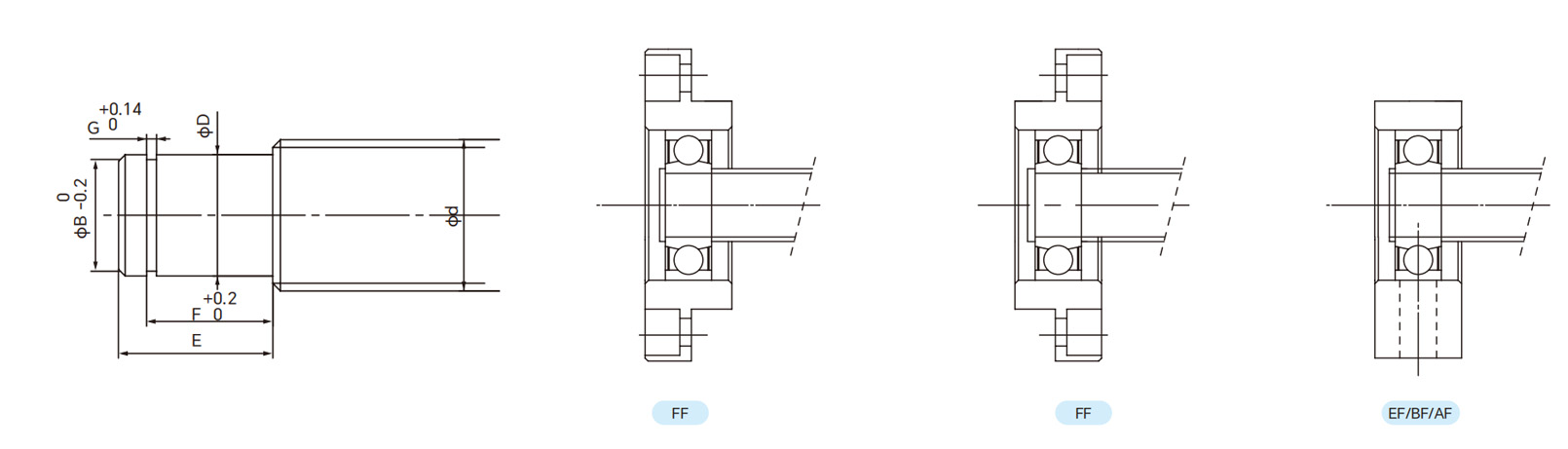
Параметры
| Модель №. | Опора вала
ОД | Опора вала OD | |
| ФФ | ЭФ | БФ | АФ | д | Д | Е | Б | Ф | Г |
| ФФ06 | ЭФ06 | - | - | 8 | 6 | -0,005
-0,012 | 9 | 5.7 | 6.8 | 0.8 |
| - | ЭФ08 | - | - | 10 | 6 | -0,005
-0,012 | 9 | 5.7 | 6.8 | 0.8 |
| ФФ10 | ЭФ10 | БФ10 | АФ10 | 14.12.15 | 8 | -0,006
-0,014 | 10 | 7.6 | 7.9 | 0.9 |
| ФФ12 | ЭФ12 | БФ12 | АФ12 | 14/15/16 | 10 | -0,006
-0,014 | 11 | 9.6 | 9.15 | 1.15 |
| ФФ15 | ЭФ15 | БФ15 | АФ15 | 18/20 | 15 | -0,006
-0,014 | 13 | 14.3 | 10.15 | 1.15 |
| ФФ17 | - | БФ17 | - | 20/25 | 17 | -0,008
-0,015 | 16 | 16.2 | 13.15 | 1.15 |
| ФФ20 | ЭФ20 | (BF20)Примечание | АФ20 | 25/28/30 | 20 | -0,008
-0,015 | 19(16) | 19 | 15.35(13.35) | 1.35 |
| ФФ25 | - | БФ25 | - | 30/32/36 | 25 | -0,008
-0,015 | 20 | 23.9 | 16.35 | 1.35 |
| ФФ30 | - | БФ30 | - | 36/40 | 30 | -0,008
-0,015 | 21 | 28.6 | 17.75 | 1.75 |
| - | - | БФ35 | - | 40/45 | 35 | -0,008
-0,015 | 22 | 33 | 18.75 | 1.75 |
| - | - | БФ40 | - | 50 | 40 | -0,008
-0,02 | 23 | 38 | 19.95 | 1.95 |
Рисунки
 English
English Português
Português русский
русский Español
Español
 Обзор продукта: миниатюрный размер, широкий корпус Серия MGW-C/H представляет с...
Обзор продукта: миниатюрный размер, широкий корпус Серия MGW-C/H представляет с... Серия MGN-C/H представляет собой миниатюрную компактную линейную направляющую шаро...
Серия MGN-C/H представляет собой миниатюрную компактную линейную направляющую шаро... Серия RGW-CC/HC представляет собой высокосборочную широкопрофильную линейную напра...
Серия RGW-CC/HC представляет собой высокосборочную широкопрофильную линейную напра... Серия RGH-CA/HA представляет собой роликовые линейные направляющие высокого сбороч...
Серия RGH-CA/HA представляет собой роликовые линейные направляющие высокого сбороч... Серия HGR-T представляет собой высокосборную линейную направляющую с нижней фиксир...
Серия HGR-T представляет собой высокосборную линейную направляющую с нижней фиксир...


